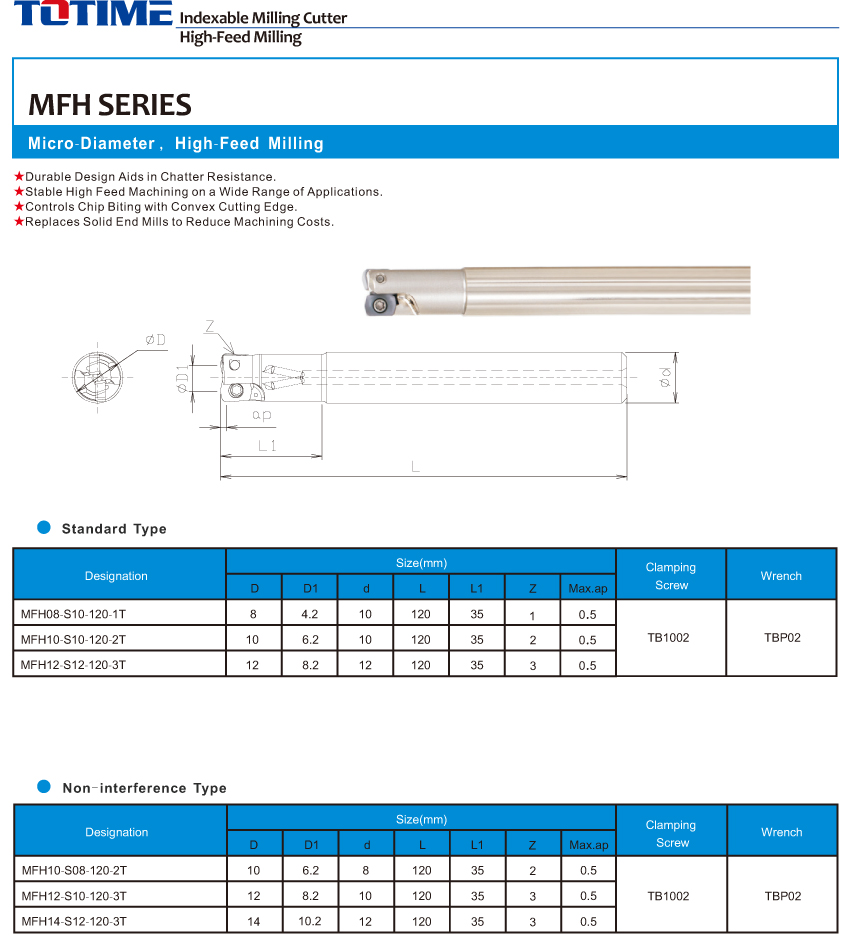
The Secret Mechanics of High-Feed End Mills
High-Efficiency Milling (HEM) tools, like the High-Feed End Mill, have an end profile designed to maximize feed rates through chip thinning. These cutters are designed to function at shallow axial depths, allowing the cutting action to occur along the bottom profile's rounded edge. Several phenomena are made possible by this:
Most of the Indexable Drills are
returned axially into the spindle due to the small lead angle. Because there is
substantially less radial force forcing the cutter off its central axis,
deflection is reduced. Due to the bottom edge's expanded curved profile, feed
rates can be increased without compromising chip thickness.
What Does It Do?
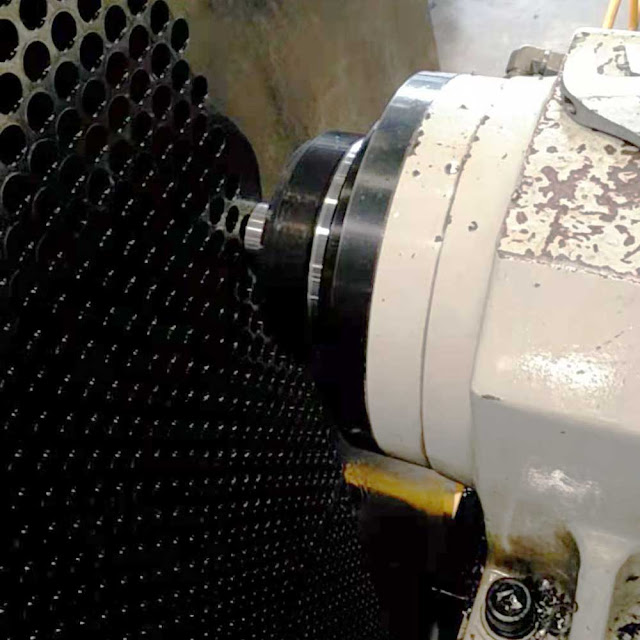
The process with a lot of Feeding
The die & mold sector was the first to use
high-feed milling, a machining technique that combines a shallow cut depth
(DOC) with a high feed rate of up to 2.0 mm for each tooth. This setup
maximizes metal removal and enhances the rate at which components may be
manufactured.
The principle behind HFM is the "chip
thinning" effect. The chip thickness is proportional to the milling
cutter's entry tilt in milling. With a feed per tooth of 0.2 mm, chips produced
by a cutter with such a 90° entry angle are also just 0.2 mm thick. With a 45°
entrance angle cutter, a feed per tooth of 0.28 mm produces chips 0.2 mm thick,
increasing the feed and decreasing the cycle time. High Feed Milling best-selling HFM line has a
feed of each tooth of 0.77 mm and produces chips that are 0.2 mm thick,
demonstrating the chip thinning impact of this feed rate. The increased feed
per tooth allows consumers to reduce the turnaround time by half or more.
Conclusion
One more perk of HFM is that it requires very little force to cut through materials. The direction of a cutter's cutting force is determined by its entry angle. The cutting force generated by a 90° cutter acts at right angles to the spindle, exerting tremendous force on the tool. In the case of a 45-degree cutter, the cutting force is directed perpendicular to the spindle. The sharp entry angle causes the cutting force to be nearly perpendicular to the spindle, relieving some of the strain on the latter.


Comments
Post a Comment